Not All Straight Line Ripsaws Are Created Equal

When purchasing a straight line ripsaw a number of factors are considered to ensure you are getting a machine that fits your needs. You need to ask yourself what are you going todo with the machine. Do you require a glue joint cut? If so how long of a glue joint do you require? How deep do I need to cut? What is the maximum ripping width?
Below we explain some of the key differences between straight line rip saws which will aid in your machine selection.
LENGTH OF HOLD DOWN & NUMBER OF HOLD DOWN ROLLERS
When looking at a ripsaws one of the critical factors for glue joint accuracy and cutting precision is the length of the hold down assembly. This is the total length of the pressure assembly that holds the material on to the chain track assembly. For instance we offer a range of (4) straight line ripsaws. The range of hold down length goes from 19” up to 33 ½”! That is a difference of 14 ½” of hold down length resulting in a glue joint of 4’ and 15’ respectively. The longer you hold the material to the chain track assembly the more precise of a cut you will achieve.
Most all straight line ripsaws have either (6) or (8) hold down rolls. The additional hold down rollers also assist in cut quality as they are holding the piece more firmly on to the serrated chain assembly. There are typically (1) or (2) rows of full width rollers before the blade, (4) rollers surrounding the blade, and (1) or (2) full width rollers after the blade. The rollers on either side of the blade ensure that the work piece is being held during the cutting process to eliminate vibration and movement.
CHAIN & TRACK ASSEMBLY
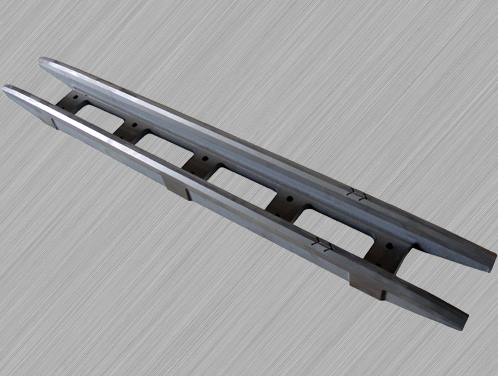 In addition to the hold down assembly, equally as important is the chain & track assembly. Most all straight line ripsaws utilize a Double “V” guide rail system. The double V rails ensure the chain assembly travels precisely straight along the track assembly with no lateral movement to affect the cut quality. The chain track assembly is lubricated by an automatic oiler. As you have one cast iron surface being pulled along another you need to have proper lubrication or run the risk of wearing out both surfaces due to friction. The best type of lubricator is a mechanical type. The operation is simple. It is directly connected to the chain feed so when the feed is on it is pumping lubricant. When stopped, it stops. An alternative system which is very good is an electronic lubricator. The issue with this type of a unit is that it is on a timer rather than being physically tied to the feed chain. The mechanical unit will start instantly as the feed chain moves whereas the electronic unit will be set off after a certain time running.
In addition to the hold down assembly, equally as important is the chain & track assembly. Most all straight line ripsaws utilize a Double “V” guide rail system. The double V rails ensure the chain assembly travels precisely straight along the track assembly with no lateral movement to affect the cut quality. The chain track assembly is lubricated by an automatic oiler. As you have one cast iron surface being pulled along another you need to have proper lubrication or run the risk of wearing out both surfaces due to friction. The best type of lubricator is a mechanical type. The operation is simple. It is directly connected to the chain feed so when the feed is on it is pumping lubricant. When stopped, it stops. An alternative system which is very good is an electronic lubricator. The issue with this type of a unit is that it is on a timer rather than being physically tied to the feed chain. The mechanical unit will start instantly as the feed chain moves whereas the electronic unit will be set off after a certain time running.
A new feature for our line of Cantek ripsaws is heat treated and hardened chain & track assembly. This process hardens both surfaces and provides more than 3 times the life over the original design. This means less wear and improved accuracy over a longer period of the life of the machine.
ARBOR / SPINDLE ASSEMBLY
As you can imagine a precise saw spindle is critical in providing a smooth cutting surface. The use of poor quality bearings and lower quality steel can result in a spindle that will deteriorate quickly after installation and ultimately result in reduced cut quality.
SAFETY KICKBACK FINGER ASSEMBLIES
 Safety is an important consideration when purchasing any machine. Many ripsaws, including Cantek, are equipped with either (3) or (4) rows of anti-kickback fingers. (2) or (3) top rows and one bottom row. These fingers restrict kickbacks in coming back towards the operator. Some machines are only equipped with (2) rows of anti-kickback fingers and many without a proper row in the table. Safety is something you do not want to overlook as your staff are the most valuable resource to your company.
Safety is an important consideration when purchasing any machine. Many ripsaws, including Cantek, are equipped with either (3) or (4) rows of anti-kickback fingers. (2) or (3) top rows and one bottom row. These fingers restrict kickbacks in coming back towards the operator. Some machines are only equipped with (2) rows of anti-kickback fingers and many without a proper row in the table. Safety is something you do not want to overlook as your staff are the most valuable resource to your company.
What to Look For When Purchasing a Used Straight Line Ripsaw
When purchasing a used straight line ripsaw it is most critical to go through the machine in fine detail to ensure it will perform to your desired needs. If not properly maintained the cut quality will most certainly not perform a glue joint. Check the wear on the chain and track (race). If there has been significant wear it may have lost its precision and potentially can move side to side during the cut. Normally the track or race is chamfered on either side with a flat portion on the top. If this flat portion is very narrow or non-existent you will likely need to replace the complete assembly. The chain and track have to be replaced as a pair as they wear evenly and this can be a costly undertaking both in parts and time to replace. If you only replace one it will wear very quickly to match the worn piece.
Also check the radial run out of the spindle by putting a dial indicator on the plate of the blade from the table. Make sure all spindle and thickness adjustments move smoothly. These typically are moved by ballscrew and you want to ensure they are not worn. The pressure rollers from above should all be in contact with the work piece. If they are not then they must be adjusted. If they do not turn properly then it could be a bearing issue that needs to be addressed.
Be diligent in your analysis of a used straight line ripsaw because it may not perform the job it is intended for.


